Temperatura (oC)
2,5 ppm de Fe e 150 ppm de acidez 2,5 ppm de Fe e 350 ppm de acidez 7,5 ppm de Fe e 250 ppm de acidez 12,0 ppm de Fe e 150 ppm de acidez 12,0 ppm de Fe e 350 ppm de acidez
Tempo em minutos
5.5.5 Fabricação de espumas rígidas por spray
Embora a maioria das espumas rígidas de poliuretano (PUR) e polisocianurato (PIR) sejam produzidas em fábricas, sistemas de dois componentes podem ser espumados no próprio local usando equipamentos simples e pouco dispendiosos. Existem muitas aplicações nas quais a mistura reagente é derramada, injetada ou pulverizada em cavidades. A maioria destas aplicações é baseada nas propriedades isolantes e de adesão das PUR e PIR. A mistura reagente é distribuída diretamente no espaço entre as faces internas e externas, das paredes durante a construção de casas e para isolar dutos desmontados dentro de valas. As PUR e PIR podem ser usadas para estabilizar o solo, próximo aos dutos, protegendo-os, contra a erosão. As PUR e PIR são também utilizadas no preenchimento de fissuras e recuperação de estruturas. O isolamento térmico de pisos, tanques de armazenamento, dutos e tubulações são exemplos de espumação no local.
As espumas de PUR e PIR aplicadas por "spray" são muito usadas em isolamento de interiores e exteriores. Os agentes de expansão (Capítulo 2) mais utilizados são a água, ou mistura de água com HCFC-141b. São usados catalisadores como as aminas terciárias (Capítulo 2): trietilenodiamina (TEDA), etileno diamina (EDA), pentametildietilenotriamina (PMDETA), dimetilciclohexilamina (DMCHA), dimetiletanolamina (DMEA), poliéterdiamina e outras; e organometais (Capítulo 2) como octoato de Pb e octoato de K nas espumas de PIR. Em princípio as aplicações por pulverização resultam em espumas com ótimas qualidades. Como a distância de espumação é curta, não há decréscimo das propriedades de resistência mecânica como ocorre no caso de alguns moldes. As espumas rígidas de poliuretano (PUR) e polisocianurato (PIR) fabricadas por pulverização têm estrutura homogênea isenta de falhas.
A maioria dos processos é conduzida em equipamento (Capítulo 7) utilizando uma pistola dosadora manual e de alta pressão. Os dois componentes são dosados separadamente, sob pressão e atravessam uma válvula de sentido único, entrando em uma pequena câmara da pistola dosadora. Nesta, as duas correntes se misturam e são ejetadas através de placas defletoras sob a forma de pulverizado fino. O uso de excesso de ar pode produzir um aerossol fino com excessiva atomização. Pistolas dosadoras de alta pressão, sem ar, produzem uma atomização mais uniforme. Para atomizar os sistemas de espumas rígidas são necessárias bombas dosadoras com capacidade de 1 a 5 kg/minuto. Máquinas portáteis são dotadas de sistema auto-limpante da cabeça misturadora, e mangueiras aquecidas.
Tabela 5.10 - Sistemas de espumas rígidas aplicadas por spray|
Matérias-primas |
PUR 1 |
PUR 2 |
PIR |
|
75 |
|||
|
72 |
|||
|
80 |
|||
|
25 |
20 |
20 |
|
|
8 |
|||
|
20 |
15 |
2 |
|
|
101 |
|||
|
1,5 |
1,5 |
2,0 |
|
|
Água |
4,5 |
2,0 |
1,0 |
|
31 |
27 |
||
|
0,3 |
0,3 |
0,2 |
|
|
diversas |
diversas |
diversas |
|
|
5,17 |
|||
|
Índice de MDI cru (teor de NCO = 31,2%) |
105 |
110 |
200 |
Os sistemas para pulverização devem ser altamente reativos (Tabelas 5.10 e 5.11), especialmente na pulverização de superfícies verticais. O perfil de crescimento na máquina de spray, das espumas de PUR e PIR, pode ser ajustado pelo sistema catalítico empregado. Geralmente uma espessura de cerca de 30 mm pode ser obtida em uma única camada. Quando são necessárias coberturas espessas, aconselha-se a aplicação de várias camadas de 15 a 20 mm de espessura. Os operadores devem estar protegidos com roupas especiais, luvas e máscaras faciais e contra gases. Cada camada de espuma pulverizada (densidade 35 a 45 kg/m3) possui células pequenas e homogêneas recobertas com uma pele densa de PU. Estas camadas, com uma cobertura protetora adequada, suportam o tráfego durante reformas de residências e escritórios.
Tabela 5.11 - Propriedades de espumas rígidas aplicadas por spray|
Catalisador amina |
TEDA1 |
TEDA/PMDETA2 |
||||
|
Partes por peso |
8,3 |
3,0 |
5,2 |
6,7/1,0 |
1,5/2,0 |
5,2/1,0 |
Tipo da espuma |
PUR 1 |
PUR 2 |
PIR |
PUR 1 |
PUR 2 |
PIR |
|
Perfil da reação com máquina de spray (seg) |
||||||
|
Tempo de creme |
1,4 |
0,9 |
1,5 |
1,2 |
0,7 |
1,1 |
|
Tempo de crescimento |
11,3 |
8,0 |
5,8 |
10,7 |
9,0 |
5,6 |
|
Tempo de pega livre |
150 |
67 |
80 |
150 |
60 |
81 |
|
Densidade do coração (kg/m3) |
32,1 |
25,9 |
29,5 |
28,2 |
22,1 |
27,9 |
|
Tempo de mudança de cor3 (seg) |
60 |
40 |
25 |
54 |
35 |
24 |
|
Curvatura da espuma4 (mm) |
21 |
35 |
33 |
18 |
23 |
26 |
|
Adesão (kPa) |
140 |
fraca |
60 |
130 |
pobre |
44 |
|
0,0242 |
0,0168 |
0,0183 |
0,0258 |
0,0171 |
0,0190 |
|
|
- 30oC por 48 h |
- 6,0 |
- 1,3 |
- 18,0 |
- 2,8 |
- 0,7 |
- 19,3 |
|
70oC por 48 h |
- 12,1 |
- 1,3 |
+ 7,0 |
- 5,0 |
- 0,8 |
+ 8,2 |
|
Perpendicular |
49 |
nd |
70 |
48 |
nd |
62 |
|
Paralela |
54 |
nd |
100 |
53 |
nd |
113 |
5.5.6 Sistemas de um componente (OCF's)
Estes sistemas são bastante utilizados na construção civil em molduras, e na selagem de portas, janelas, junção de painéis e tábuas do assoalho e no isolamento de tubulações. São comercializados em cilindros pressurizados ou em aerossóis, acoplados a válvulas distribuidoras, projetadas para expelir uma faixa de material líquido. Os sistemas OCF's consistem de um prepolímero a base de MDI (Tabela 5. 12) expandidos por misturas de propano/butano, ou HCFC's, para dar a viscosidade e densidades desejadas. A amina usada como catalisador não deve afetar a estabilidade do prepolímero. A dimorfolinadietiléter (DMDEE) é utilizada para combinar propriedades de tempo de vida longo com boas propriedades da mistura. Porém, devido à formação rápida da pele da espuma, a cura do coração é freqüentemente prolongada. Neste caso, a expansão da espuma pode ser observada por 24 horas ou mais. O uso da dimorfolinapolietilenoglicol (DMPEG) resulta em um perfil de cura do coração e da pele mais adequado. Neste caso a cura no coração é acelerada reduzindo a tendência de expansão, sem afetar a reatividade e estabilidade do sistema.
Tabela 5.12 - Sistema típico de OCF|
Produto |
ppp |
|
10,20 |
|
|
8,75 |
|
|
15,30 |
|
|
0,30 |
|
|
0.45 |
|
|
Total de componente poliol |
35,00 |
|
45,00 |
|
|
20,00 |
A estabilidade do prepolímero é de extrema importância e pode ser controlada pela acidez e níveis de Fe do MDI polimérico utilizado (Tabela 5.13).
Tabela 5.13 - Propriedades de MDI’s poliméricos para OCF’s
|
Propriedades típicas |
MDI P1 |
MDI P2 |
MDI P3 |
|
Teor de NCO (%) |
31 |
30,9 |
30,9 |
|
Viscosidade (mPas a 25 oC) |
180-220 |
180-220 |
180-220 |
|
Teor de ferro (ppm) |
<5 |
<12 |
<12 |
|
Acidez (ppm) |
140-170 |
185-225 |
<400 |
|
Funcionalidade média |
2,7 |
2,7 |
2,7 |
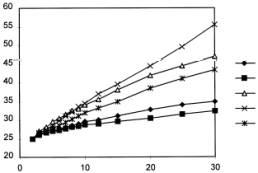
Baixos níveis de Fe e altos de acidez resultam em MDI's com menor reatividade (Figura 5.19), diminuindo, desta maneira a ocorrência de formação de ligações cruzadas alofanato e biureto (Capítulo 1) que afetam a estabilidade do prepolímero. Nestes sistemas, após a aplicação, a mistura reagente uma vez exposta ao ar, inicia a cura do prepolímero se pela reação com a umidade atmosférica.
|
Temperatura (oC) |
|
2,5 ppm de Fe e 150 ppm de acidez 2,5 ppm de Fe e 350 ppm de acidez 7,5 ppm de Fe e 250 ppm de acidez 12,0 ppm de Fe e 150 ppm de acidez 12,0 ppm de Fe e 350 ppm de acidez |
|
Tempo em minutos |
5.5.7 Espumas rígidas integrais (Capítulo 4)
Espumas de baixa densidade com pele fina ou celular, são moldadas para formar estruturas rígidas, com coração de espuma, para artigos como armações de cadeiras, os quais, podem ou não ser reforçados com fibra de vidro, etc. As espumas estruturais são particularmente usadas na fabricação de peças grandes, como cabina de computadores, máquinas de escritório e outros equipamentos especiais, bem como substituir madeira em mobiliários decorativos. As espumas de poliuretano (PUR) e as de polisocianurato (PIR) podem ser fabricadas por moldagem por injeção e reação (RIM) ou derramamento de massa reagente em moldes abertos. As espumas estruturais de alta densidade são feitas a partir de sistemas de dois componentes especialmente formulados, para a obtenção de estruturas sanduíches com um coração celular de baixa densidade recoberto por uma pele densa. A densidade média dos artigos de espuma estrutural, com pele integral, pode variar de 250 kg/m3 a 800 kg/m3.