
As espumas de alta resiliência (HR) (Capítulo 3) são aquelas que possuem resiliência maior do que 60% e um fator de conforto (Capítulo 8) entre 2,0 e 3,0 ou maior, contra um fator de conforto entre 1,7 a 2,0, para as convencionais moldadas a quente. As espumas HR surgiram nos anos 1960, utilizando poliéteres trióis reativos, terminados em óxido de etileno (Capítulo 1), diaminas como extensor de cadeia e combinações de isocianatos, permitindo a produção de diferentes tipos de espumas para atender as várias especificações automotivas.
No processo a frio de obtenção de espumas moldadas, temos as seguintes características: os moldes são mantidos em temperaturas mais baixas (40 a 65oC); os sistemas utilizam polióis com hidroxilas primárias reativas; e polióis poliméricos; os isocianatos empregados podem ser o TDI puro, TDI modificado, mistura de TDI/MDI, ou MDI. Esta grande variedade de matérias-primas resulta num grande número de processos diferentes, que necessitam de técnicas de produção e uso de aditivos adequados.
4.2.3.1 Matérias-primas
Os primeiros polióis poliéteres utilizados, possuíam teor de hidroxilas da ordem de 35 mg de KOH/g, com 65 a 75% de hidroxilas primárias (Capítulo 1), e funcionalidade média de 2,4. Atualmente, as espumas HR são formuladas em sistemas de dois componentes, empregando polióis poliéteres com peso molecular de 4000 a 6000, terminado com 5 a 25% de óxido de eteno, possuindo 65 a 90% de hidroxilas primárias e funcionalidade média superior a 2,8. Polióis de alto peso molecular e alta funcionalidade permitem a obtenção de espumas com resiliência superior a 70%. A funcionalidade média e o teor de hidroxilas primárias do poliol são fatores importantes na velocidade de gelificação da espuma.Polióis poliéteres modificados também são usados.
O componente isocianato (Capítulo 1) pode ser um TDI-modificado, um MDI-modificado ou ainda mistura MDI/TDI. O ciclo de moldagem é cerca de 15 minutos para os sistemas MDI/TDI e de 4 minutos para sistemas especiais a base de MDI. Os sistemas a base de MDI ainda necessitam de menores concentrações de poliol reforçado para a obtenção de espumas com alto suporte de carga.
Diferentemente dos sistemas moldados a quente, nos sistemas a frio a reação de formação do poliuretano é mais rápida do que a reação isocianato/água. Isto resulta numa maior estabilidade intrínseca, durante a espumação, devido ao aumento da viscosidade da massa reagente. Em contraste com as espumas moldadas a quente, as moldadas a frio exibem uma estrutura celular menos regular. As espumas HR geralmente necessitam menos surfactante de silicone (Capítulo 2) e com menor atividade (baixo peso molecular) e em alguns casos somente surfactantes do tipo regulador do tamanho das células. Catalisadores, como as aminas terciárias (Capítulo 2) podem ser usadas para catalisar a reação de formação do poliuretano, ao invés dos catalisadores organo metálicos tradicionais (Capítulo 2).
4.2.3.2 Processo
O processo de moldagem a frio permite o uso de temperaturas baixas e quase constantes, com menos consumo energético e a utilização de moldes menores, construídos com materiais alternativos não metálicos. Os sistemas de cura a frio são normalmente formulados como sistema de dois componentes, que são misturados e vertidos em moldes condicionados entre 40 a 65ºC. Os sistemas a base de TDI normalmente necessitam temperaturas mais elevadas do que os de MDI.
Uma grande variedade de máquinas é utilizada para a moldagem a frio. As mais simples empregam um sistema de mistura dos dois componentes, com dosagem semi-automática e moldes abertos manualmente. Por outro lado, os processos complexos, como da fabricação de assentos para indústria automotiva, utilizam sistemas contínuos com incorporação de esquemas automáticos de abertura, carga e fechamento dos moldes. A seguir mostramos alguns exemplos de sistemas de espumas flexíveis de PU curadas a frio.
· Sistemas de TDI curados a frio
Esta tecnologia é baseada no uso de TDI e polióis de alta reatividade (Tabela 4.3) e requer catalisadores de expansão e gelificação. Devido a grande velocidade de produção, usual na fabricação de assentos automotivos, combinada à alta sofisticação do desenho dos moldes utilizados, pode-se usar catalisador de expansão de ação retardada, para permitir tempo suficiente para derramamento dos reagentes e fechamento do molde.
Tabela 4.3 – Formulação de espuma HR feita com TDI
|
75 |
|
|
25 |
|
|
Água |
3,5 - 4,2 |
|
0,8 -1,5 |
|
|
0,2 - 0,3 |
|
|
0,15 - 0,25 |
|
|
1,0 |
|
|
Índice de TDI |
90 - 110 |
Nas espumas HR tradicionais, a porção de segmento flexível da matriz polimérica é um polímero contendo ligações uretânicas resultantes da reação do poliol com o isocianato. As estruturas poliuréicas são formadas pela reação da água com o isocianato. Nas espumas feitas com TDI e dietanol amina como reticulador (Tabela 4.3) é aceito que estas reações levam a uma morfologia de duas fases constituídas de domínios discretos de segmentos rígidos dispersos em uma fase polimérica de segmentos flexíveis. Uma fase reforçante adicional pode estar presente se a espuma for formulada com cargas particuladas presentes nos polióis poliméricos (Capítulo 3).
·Sistemas de MDI curados a frio
Nos sistemas a base de MDI as vantagens são: ciclo de produção menor, menor temperatura dos moldes, redução da perda de espuma nos alívios e selagens dos moldes, maior velocidade de cura. Os testes de qualidade podem ser feitos mais cedo e as peças podem ser fabricadas e embaladas em poucas horas.
Tabela 4.5 – Formulação de espuma HR feita com MDI|
100 |
|
|
Água |
3 - 4 |
|
0 - 1 |
|
|
0,1 - 0,15 |
|
|
0,15 - 0,25 |
|
|
0,7 - 1,2 |
|
|
Índice de MDI |
80 - 100 |
Os polióis poliéteres reativos usados são trióis e dióis. Os trióis têm peso molecular na faixa de 4000 a 7000 e os dióis entre 2000 e 4000. O isocianato normalmente é o MDI polimérico misturado com um prepolímero ou em mistura com isômeros 2,4’ ou 4,4’ (Tabela 4.4).
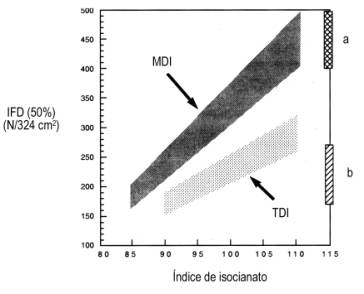
Figura 4.7 – Densidades de espumas HR feitas com MDI e TDI
Nestes sistemas, o rápido aumento da viscosidade pode acarretar problemas de fluidez e um controle adequado de temperatura é recomendado. A funcionalidade e o teor de isômero puro são as variáveis que afetam a fluidez. A expansão é menos favorecida do que nos sistemas de TDI, e este fato pode ser contornado pelo uso de catalisadores de gelificação retardada e de expansão. A Figura 4.7 ilustra as diferenças de densidade de espumas feitas com MDI e TDI expandidas com a mesma quantidade de água.
A redução da densidade pode ser obtida pelo uso de dióxido de carbono líquido como agente de expansão auxiliar. O surfactante de silicone usado deve possuir características de baixa estabilização para permitir a abertura das células. Outra característica dos sistemas de MDI é a forte resposta às variações de índice de isocianato usado. Isto permite formular espumas com características de suporte de carga diferentes (Figura 4.8).
a) duas ou mais densidade, b) assento convencional.
Em bases globais, cerca de 15% da espumas moldadas HR, usadas em assentos, são produzidas com uma mistura de TDI e uma forma polimérica de MDI. Uma proporção usual é 80% de TDI e 20% de MDI polimérico. Os sistemas a base de TDI normalmente necessitam de temperaturas mais elevadas do que os a base de MDI.
Quando usamos esta tecnologia temos que levar em conta a proporção de isocianatos utilizada. Quando predomina o TDI (80%) os aditivos devem ser semelhantes aos do sistema de TDI. Neste caso, existe uma maior estabilidade intrínseca imposta pelo MDI. Portanto, catalisadores de expansão para promover a abertura das células devem ser usados, porém, o surfactante de silicone deve prover estabilidade suficiente ao sistema. Quando predomina o MDI (50%) os aditivos devem se assemelhar aos da tecnologia para MDI e o surfactante deve ajudar a abertura das células. Quando se usa TDI modificado com MDI a mesma combinação catalítica é adequada (Tabela 4.5).
Tabela 4.5 – Formulações de espumas HR feitas com TDI e MDI|
100 |
100 |
100 |
|
|
Água |
3 - 4 |
3 - 4 |
3 – 4 |
|
0,15 - 0,25 |
0,15 - 0,25 |
0,15 - 0,25 |
|
|
0,15 - 0,30 |
0,00 - 0,15 |
0,10 - 0,20 |
|
|
0,00 - 0,15 |
0,15 - 0,25 |
0,15 - 0,25 |
|
|
0,7 - 1,2 |
0,7 - 1,2 |
0,7 - 1,2 |
|
|
80 |
50 |
||
|
20 |
50 |
||
|
100 |
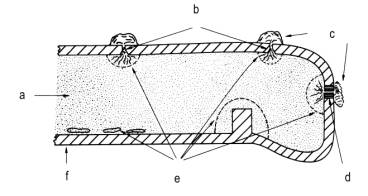
Uma boa estabilidade nos primeiros estágios da reação é um requisito para a produção de peças sem defeitos. A dificuldade de manter uma estabilidade adequada, aumenta com o decréscimo da densidade. Uma forma de medir a estabilidade da espuma é a expansão livre. A estabilidade interna da peça pode ser avaliada pelo corte da espuma e exame dos defeitos. Falhas na estabilidade de uma espuma moldada é evidenciada pelo colapso, instabilidade no suspiro, ou vazio sob a superfície. A figura 4.9 mostra as áreas da espuma que estão sujeitas a colapsos e vazios.
A instabilidade está freqüentemente relacionada à complexidade do molde e densidade da espuma. As de baixa densidade estão sujeitas a instabilidades principalmente quando espumadas em moldes extensos, finos e com insertos. O fenômeno pode ser causado por fatores químicos, como ajuste da catálise, ou químicos/mecânicos.
Durante o processo, os reagentes são misturados e vertidos no molde. Para otimizar o preenchimento da cavidade a mistura reagente pode ser derramada por um robô que obedece a um padrão estabelecido. Distribuição da massa reagente no molde, em uma área confinada, pode fazer com que as melhores formulações exibam problemas de processo. Problemas de colapso são encontrados em moldes extensos e finos, contendo insertos e projetados com alívio na selagem. Muitos encostos são produzidos desta forma em densidades tão baixas quanto possível.
Um desequilíbrio na gelificação/expansão, pode ter resultados catastróficos. No caso de expansão excessiva, a força dos gases excede a resistência do polímero em crescimento e pode ocorrer coalescência das células. De preferência o líquido deve fluir, antes do creme, e preencher todo o volume, para permitir uma melhor distribuição do material no molde, e catalisador de expansão retardada pode ser usado.
No caso de polimerização lenta, pode ocorrer extrusão da massa, nos suspiros e pontos de selagem, desestabilizando a espuma.
A espuma expande preenchendo a cavidade e em alguns casos o material expande enquanto flui. Se a velocidade de polimerização for demasiadamente rápida, a espuma pode não fluir e preencher o molde. O caminho para maximizar o fluxo da espuma é o balanço da expansão e gelificação, e a polimerização pode ser retardada, pelo uso de catalisador de gelificação retardada, para manter a viscosidade da mistura baixa o suficiente.
A cura deve ser excelente logo após a desmoldagem sem dano à peça e catalisadores de cura da pele podem ser necessários.
O surfactante de silicone deve emulsionar os diferentes produtos e estabilizar as bolhas que irão crescer e formar a estrutura celular. Durante o fluxo e particularmente quando a mistura está sendo expelida através de orifícios, o surfactante deve prover estabilidade suficiente para a estrutura celular do material parcialmente curado resistir às forças de cisalhamento. A espuma, após ser retirada do molde, deve possuir células abertas para dispensar o rompimento por esmagamento e problemas de encolhimento e surfactante de silicone de menor estabilidade pode prevenir este problema.
Nas espumas curadas a quente, os moldes são finos e leves com, espessura de 6 a 10 mm. As tampas possuem suspiros para prevenir retenção de ar e elevação da pressão no molde. Para a produção das espumas de alta resiliência (HR) moldadas a frio, os moldes geralmente são mais pesados e de construção mais precisa. Devem ser projetados para resistir a uma pressão interna de até duas atmosferas, com selagem adequada e garras firmes. Como estas espumas são propensas a colapsar, com o alívio da pressão, o escape deve ser cuidadosamente controlado.
O condicionamento térmico do molde é importante por diversas razões. A densidade média da peça pode ser afetada pela temperatura da parede do molde. Se a superfície do molde está fria, ou a se temperatura não é uniforme, o calor das reações exotérmicas pode ser dissipado de forma irregular, resultando em variações na densidade da pele. O pré-aquecimento também ajuda a completar as reações na pele e reduzir o tempo de cura. Alem disso, a superfície quente do molde ajuda a evaporar os solventes introduzidos durante a aplicação do desmoldante.
A temperatura do molde é crítica para a produção de espumas com pele adequada. Para as moldadas à quente, são usadas temperaturas em torno de 37oC. Se a temperatura do molde estiver abaixo de 25oC, forma-se pele grossa indesejável. Com o molde muito quente, a pele fica excessivamente fina e frágil. Como existem diversos sistemas de espumas HR, com matérias-primas e reatividades diferentes, alguns necessitam somente de temperatura ambiente no molde, enquanto outros operam com o molde a 60-71oC. Em temperaturas excessivas, as espumas HR exibem defeitos sob a superfície. Com qualquer sistema os moldes devem ser projetados para permitir 1-2% de encolhimento na peça moldada final. Os processos, de espumas semiflexíveis moldadas, são melhores controlados em temperaturas entre 29 e 43oC. Fora desses limites, podem ocorrer problemas de fluidez e pressão interna.
Os PU’s têm excelentes propriedades adesivas. Como conseqüência, é necessário o uso de desmoldante (Capítulo 2). O ponto de amolecimento do desmoldante deve ser ligeiramente menor que a faixa de temperatura da linha de espumação. Neste caso o desmoldante é sólido durante as etapas de vazamento e reação, porém, quando o molde se aproxima da temperatura de desmoldagem, torna-se líquido e permite a fácil retirada da espuma. Misturas de ceras deste tipo têm ótimas propriedades desmoldantes, mas devem ser reaplicadas após cada desmoldagem. Em alguns casos o molde é revestido com filme de plástico, ou tecido não aderentes, que aderem ao PU e servem como revestimento protetor ou decorativo do produto final.