6.3
- Matérias-primas
As propriedades dos
elastômeros de PU são dependentes da estrutura e natureza química das matérias-primas
empregadas, como os isocianatos, polióis e extensores de cadeia. Para que sejam
obtidas altas propriedades mecânicas é necessário que a estrutura macromolecular
seja segmentada e linear. Portanto, a funcionalidade média das matérias primas
usadas nos elastômeros de PU de alto desempenho, principalmente nos termoplásticos
(TPU’s) deve ser próxima a dois. Todavia,
muitas aplicações não necessitam de elevadas propriedades mecânicas e neste
caso, matérias-primas com funcionalidade maior do que dois podem ser utilizadas.
6.3.1
- Isocianatos
(Capítulo 1)
Os elastômeros de PU
são em geral fabricados a partir do 4,4`-difenilmetano diisocianato (MDI) ou
do 2,4-tolueno diisocianato (TDI), e ainda do 1,5-naftaleno diisocianato (NDI)
e isocianatos alifáticos como 1-isocianato-3,3,5-trimetil-5-isocianato-metilciclohexano
(IPDI) e 1,6-hexanodiisocianato (HDI) (Capítulo
1). Nos processos de cura a frio, o isocianato mais utilizado é o MDI mais
reativo, e nos sistemas dois componentes curados a quente são usados prepolímeros
de TDI, MDI ou NDI, com poliol poliéster ou PTMEG. Normas de segurança têm limitado
o teor de TDI livre não combinado, bem como de outros isocianatos voláteis,
e os sistemas de MDI são mais seguros, devido a menor volatilidade deste produto.
Além de serem mais seguros, os prepolímeros com baixo teor de isocianato livre,
como os LFMDIs permitem o uso de diaminas ou outros curativos que reagem rapidamente,
o que não é possível nos prepolímeros com alto teor de MDI livre.
O MDI (Capítulo
1) puro é um sólido instável por longos períodos à temperatura ambiente
e necessita ser transportado e estocado a 4oC, para prevenir a formação do dímero
indesejado. Por esta razão os elastômeros de PU são normalmente manufaturados
com MDI's modificados, que são quasi- ou semi-prepolímeros, fáceis de serem
manuseados, contendo altos teores de NCO e MDI livre. A processabilidade do
MDI puro é melhorada pelo abaixamento do seu ponto de fusão (38°C), o que pode
ser obtido pela formação parcial de carbodiimida ou pelo aumento do teor do
seu isômero 2,4, normalmente para 50% (MDI 50OP). Isto significa vantagens,
em revestimentos reativos, de cura a frio, aplicados, por spray, em aplicações
exteriores. O TDI (Capítulo
1) 80/20 é o mais utilizado nos elastômeros de poliuretano/uréia curados
com diaminas aromáticas, sendo o TDI 65/35 e TDI 100 (2,4-TDI) menos empregados.
Devido à volatilidade o TDI é raramente usado na produção de elastômeros de
PU, pelo processo em uma etapa.
O 1,5-naftaleno
diisocianato (NDI) é usado em elastômeros sólidos e microcelulares de alto
desempenho moldados a quente, e mostram propriedades mais elevadas do que os
feitos com MDI e TDI, particularmente em aplicações como pneus, rodas e em batentes
das suspensões automotivas, amortecedores de cargas e redutores de vibrações.
O NDI é fornecido em escamas com ponto de fusão de 127oC, significativamente
mais elevado do que os demais diisocianatos. O ponto de fusão elevado do NDI
requer alta temperatura de processamento. Devido a este fato, o prepolímero
de NDI não é muito estável e deve ser produzido pouco antes do elastômero ser
moldado. Além destes o 3,3'-tolueno
4,4'-diisocianato ou bitolileno
diisocianto (TODI) é usado em TPU's com
propriedades em altas temperaturas e o p-fenileno
diisocianato (PPDI) e seus prepolímeros resultam em PUs com propriedades
dinâmicas e termomecânicas superiores.
Os PU's produzidos com
diisocianatos
alifáticos, como IPDI, HDI e HMDI, são mais estáveis à luz do que os fabricados
com os aromáticos que amarelam. Estes isocianatos alifáticos são menos reativos
e voláteis tendo maior toxidade, sendo os ciloalifáticos (IPDI e HMDI) os mais
utilizados, devido a menor tensão de vapor. São empregados em revestimentos,
e em elastômeros, seu principal uso é em vidros a prova de balas, produtos biomédicos
(sacos para sangue, tubos e cateteres) e vedação de janelas modulares.
6.3.2
- Polióis
Os elastômeros vazados
são normalmente preparados a partir de polióis difuncionais, com pesos moleculares
entre 600 e 3.000. O politetrametileno glicol (PTMEG) e os polióis poliésteres,
preparados a partir do ácido adípico são empregados, devido às excelentes propriedades
mecânicas do PU resultante. Elastômeros feitos somente com polióis lineares
podem endurecer quando estocados devido à cristalização, o que pode ser minimizado
pelo uso de um pequeno teor de poliol ramificado. Os polioxipropilenos glicóis
(PPGs) são usados principalmente nos sistemas curados a frio a base de MDI.
É extremamente importante secar os polióis, de modo a evitar a formação de bolhas
nos elastômeros de PU, principalmente os polióis poliésteres que são os mais
hidrofílicos. Dependendo da geometria do secador utilizado, normalmente é suficiente
uma secagem por 2 a 3 horas, em temperatura superior a 60°C, sob pressão inferior
a 60 mm de Hg.
Polióis
poliésteres - Os polióis poliésteres (Capítulo
1) usados em elastômeros de PU possuem pesos moleculares entre 1000 e 3000,
geralmente 2000, e são fabricados com ácido adípico e um excesso de glicóis
como etileno glicol, 1,4-butano diol, 1,6-hexano diol, glicóis neopentílicos,
ou misturas destes glicóis. Estes polióis são produtos cristalinos com ponto
de fusão entre 50 e 60oC. A cristalinidade pode ser reduzida pelo uso de misturas
de dióis, como por exemplo 1,4-butano diol e etileno glicol, ou pela mistura
dos poliésteres. A temperatura de congelamento (TE) de elastômeros de PU com
dureza de cerca de 85 Shore A produzidos com poli(adipato de etileno) glicol
é na faixa de -20 a -25oC, porém a flexibilidade em baixa temperatura pode ser
aumentada para -40oC, pelo uso do poli(adipato de butileno) glicol (Tabela
6.3). Os polióis poliésteres apresentam certas vantagens sobre os poliéteres,
como resistência estrutural a óleos, solventes e oxigênio. Além disso, a resistência
ao rasgo e ao corte dos elastômeros de PU a base de poliol poliéster é significativamente
maior que os com PPG. Por outro lado o grupo éster é sensível à hidrólise e
micróbios. O aumento da resistência à hidrólise aumenta com o uso de glicóis
de cadeia maiores como o 1,6-hexano diol, como resultado da maior porção hidrofóbica
do poliol poliéster. A resistência à hidrólise dos elastômeros de PU, feitos
com poliol poliéster, pode ser melhorada pela adição de aditivos, como as diarilcarbodiimidas.
Os elastômeros de PU feitos com polióis a base de policaprolactona exibem alta
performance e maior resistência à hidrólise que os preparados com poliadipatos,
devido ao menor número de grupos éster presentes na cadeia.
Polióis poliéteres
- Os polióis poliéteres mais utilizados em elastômeros de PU são
o poli(óxido de tetrametileno) glicol (PTMEG) e o poli(óxido de propileno) glicol
(PPG). ·
PTMEG's
- Os elastômeros de PU feitos com PTMEG's (Capítulo
1) têm melhores propriedades mecânicas do que os fabricados com PPG's. Este
fato pode ser atribuído pela funcionalidade 2,0 e pela ausência do impedimento
estérico, resultando em elevadas propriedades como tensão de ruptura, abrasão
e resistência ao rasgo. ·
PPG's
- Os PPG's (Capítulo1) são polióis
de baixa viscosidade e melhores características de processabilidade, todavia
as propriedades mecânicas dos elastômeros de PU normalmente são inferiores,
devido aos grupos metila que dificultam o alinhamento dos segmentos flexíveis.
São usualmente empregados em sistemas de cura a frio, em aplicações onde elevadas
propriedades mecânicas não são os requisitos fundamentais. Outro fator responsável
pela diminuição das propriedades mecânicas dos PPG's é a presença de cadeias
monofuncionais (monóis) quantificada pelo teor de insaturação do poliol (Capítulo
1). A Tabela 6.2 mostra o efeito da funcionalidade média do PPG em elastômeros
fabricados com prepolímeros produzidos com MDI e PPG de peso molecular 4000,
com teor de NCO livre de 6% e curados com 1,4-butano diol.
Tabela 6.2 – Efeito da funcionalidade do PPG nas propriedades do PU
|
Funcionalidade do PPG
|
1,98
|
1,94
|
1,71
|
|
Propriedades
do elastômero
|
|
Dureza
(Shore A)
|
72
|
68
|
51
|
|
Resiliência
(%)
|
70
|
62
|
48
|
|
Alongamento (%)
|
910
|
1020
|
130
|
|
Tensão de Ruptura (MPa)
|
20,6
|
12,4
|
1,4
|
|
Módulo a 100% (MPa)
|
3,4
|
3,0
|
1,6
|
|
Módulo a 200% (MPa)
|
4,9
|
4,3
|
-
|
|
Módulo a 300% (MPa)
|
6,3
|
5,5
|
-
|
|
Módulo a 400% (MPa)
|
7,8
|
6,7
|
-
|
|
Resistência
ao rasgo (kN/m)
|
67
|
56
|
10
|
|
Deformação
permanente (%) (22h a 70oC)
|
25
|
40
|
53
|
|
Deflexão
pela compressão (MPa) - 5% / 10% / 25%
|
0,8 / 1,2 / 2,8
|
0,4 / 0,8 / 1,9
|
0,1 / 0,2 / 0,8
|
Policarbonatos
dióis (PCDs) -
Os PCDs são usados em aplicações que requerem alto desempenho
como couro artificial, elastômeros termoplásticos (TPUs), fibras,
adesivos, embalagens e em revestimentos. Com resistência à abrasão aprimorada,
resistências química e à hidrólise aprimoradas, excelentes propriedades mecânicas
e estabilidades térmica e de oxidação superiores, as peças de poliuretano projetadas
com pré-polímeros feitos com PCDs permitem que os fabricantes produzam peças
de alto desempenho e extremamente duráveis. As classes de PCDs são usadas para
elastômeros, selantes e revestimentos de poliuretano de alto desempenho, proporcionando
maior resistência e extrema durabilidade em ambientes agressivos. Os poliuretanos
produzidos a partir de PCD apresentam resistência superior aos de poliéter-diol
ou poliéster-diol quanto a exposição ao calor, àgua, óleo e intempéries. Estas
excelentes propriedades se encaixam em diversas aplicações incluindo as da indústria
de mineração para um excelente produto final. Os PUs a base de PCDs apresentam
elevadas propriedades como: resistência ao calor no forno à 120°C por 50 dias;
resistência química após imersão em BP Oil CS 150 à 100°C por 30 dias;
resistência hidrolítica apósimersão em água à 80°C por 40 dias; e resistência
à intempéries sob condições simuladas pelo clima em uma câmara climática por
1200 horas. A principal vantagem dos PUs preparados com PCDs sobre os produzidos
com os polióis poliéter e poliéster é a elevada
resistência ao calor e à hidrólise (devido ao fato de que
o ácido carbônico formado é instável e se decompõe
em espécies não ácidas, evitando desta forma a catálise
ácida da decomposição por hidrólise), além
de resistência a óleos e intempéries.Os policarbonatos dióis
(PCD) podem ser fabricados pela reação de policondensação
do fosgênio com dióis, embora a transesterificação
de dióis, como hexano diol, com um éster do ácido carbâmico,
como o carbonato de difenila seja a reação preferida.
Outros polióis
- O polibutadieno líquido hidroxilado (PBLH)
(Capítulo 1) dota o
PU de excepcional resistência à hidrólise, ácidos e bases devido a sua cadeia
hidrocarbônica. As propriedades de flexibilidade à baixa temperatura do PU fabricado
com PBLH também são superiores, por causa da menor temperatura de transição
vítrea. Todavia, o PBLH possui distribuição de funcionalidade larga e as propriedades
físicas dos PU's resultantes não são elevadas. Os PU's produzidos com poli(carbonato
de hexametileno) dióis mostram excelente resistência à hidrólise e propriedades
mecânicas comparáveis com às dos elastômeros feitos com poliol poliéster. A
alta viscosidade destes polióis requer condições especiais de processamento.
·
Poliaminas
- As poliaminas (Capítulo
1) são utilizadas nos sistemas reativos de fabricação de poliuréias em processos
RIM (Capítulo
4) e pulverização (spray) (Capítulo
7).
6.3.3
- Agentes de cura
/ extensores de cadeia
Nos elastômeros moldados
por vazamento (fundidos), os agentes de cura ou extensores de cadeia (Capítulo
1) são também chamados de catalisadores. A sua escolha e a do diisocianato
determina a característica do segmento rígido, e muitas das propriedades físicas
do PU. Os glicóis de cadeia curta e as diaminas são os agentes de cura mais
empregados nos elastômeros sólidos, sendo a água usada nos PUs microcelulares.
Embora a reatividade do sistema dependa de todos os componentes o tipo de extensor
de cadeia influencia o perfil da reação e processamento.
Dióis - Os sistemas
baseados em MDI são usualmente curados (Capítulo
1) com glicóis primários como o 1,4-butano
diol. O 1,4-butano diol é um líquido com ponto de fusão de 20oC, usado principalmente
em elastômeros à base de MDI e NDI. Com estes diisocianatos, ao contrário do
que ocorre com o TDI, o 1,4-butano diol forma PU's com segmentos rígidos bem
cristalizados que exibem altas propriedades mecânicas. Glicóis, como 1,6-hexano
diol, 2,3-butano diol, 2-metilpropileno glicol, etileno glicol, etc, têm uso
mais restrito. O bis(2-hidroxietil)éter hidroquinona (HQEE)
forma elastômeros de PU a base de MDI, com alta performance em temperaturas
elevadas, e baixa deformação permanente. O HQEE é sólido com ponto de fusão
de 104oC e mostra tendência de cristalizar se a temperatura de processo não
for suficientemente elevada. Trióis, como o trimetilolpropano, são ocasionalmente
adicionados, em pequenas quantidades, para dotar o elastômero de PU de ligações
cruzadas, ou para mudar propriedades, como diminuir a cristalização de segmentos
rígidos feitos com HQEE. Todos os glicóis, especialmente o 1,4-butano diol,
são higroscópios e devem ser secos antes da reação, para prevenir a formação
de bolhas.
Diaminas - As
diaminas são muito usadas como extensores de cadeia (Capítulo
1) nos prepolímeros a base de TDI e nos sistemas, de MDI de cura rápida.
Devido ao maior tempo de processamento, são empregados sistemas a base de prepolímeros
de TDI, curados com aminas aromáticas menos reativas como a 4,4'-metileno-bis-(orto-cloroanilina)
(MOCA). Por causa
das restrições ao uso da MOCA, são também utilizadas diaminas contendo grupos
éster, biologicamente degradáveis não cumulativas em humanos, tais como a isobutil-3,5-diamino-4-clorobenzoato
(IBDACB) e a trimetilenoglicol-di-p-aminobenzoato (TMGDAB). Outras diaminas
como a 4,4'-metileno-bis-(3-cloro-2,6-dietilanilina) (MCDEA) e mistura dos isômeros
3,5-di-metiltio-2,4(2,6)-toluenodiamina (DMTDA)
também são utilizadas. A MCDEA tem baixa viscosidade e é fácil de ser manuseada.
Todavia nenhuma apresenta uma relação custo/benefício tão favorável quanto a
MOCA. As diaminas alifáticas são muito reativas e usadas nos sistemas com isocianatos
alifáticos menos reativos. A mistura de isômeros da 3,5-dietil-2,4(2,6) toluenodiamina
(DETDA) é bastante
reativa e usada em sistemas de poliuretano/uréia processados por RIM (Capítulo
4).
Água - A água
é usada como extensor de cadeia e agente de expansão nos elastômeros microcelulares
de PU. Quando a água é usada em sistemas à base de NDI, é formado um segmento
rígido bastante compacto, resultando em elastômeros microcelulares de alto desempenho
usados em aplicações para absorção de choque, como molas auxiliares nas suspensões
automotivas.
6.4 -
Elastômeros moldados por vazamento
Os elastômeros
de PU são empregados como materiais de engenharia e reconhecidos pelas excelentes
propriedades (Tabela 6.1), como resistência mecânica, à abrasão, e a óleos,
aliadas a alta resiliência. A possibilidade de manufatura de peças a partir
de matérias-primas líquidas derramadas ou injetadas em moldes é uma característica
que diferencia os elastômeros de PU das borrachas sólidas (natural ou sintéticas)
que são moídas e prensadas, ou injetadas como termoplásticos. Geralmente, os
artigos feitos com elastômeros de PU moldados por vazamento (fundidos), ou por
RIM, são obtidos na forma final, precisando uma pós-cura para a obtenção das
propriedades desejadas. Os sistemas
de elastômeros de PU moldados por vazamento necessitam ter perfil de reação
longo ao contrário dos sistemas RIM. A técnica de vazamento em moldes abertos
empregando sistemas de elastômeros de PU, feitos com matérias-primas líquidas,
é utilizada em diversas aplicações como: fabricação de peças
técnicas de alto desempenho, revestimento de cilindros de impressão, tubulações
de minério, etc. Existem dois processos para a fabricação de elastômeros de
PU vazados, os quais diferem somente pela ordem de adição dos reagentes.
6.4.1
- Processo em uma etapa
No processo em uma etapa
o poliol, diisocianato, extensor de cadeia e catalisador são misturados simultaneamente,
e a seguir derramados no molde. Somente peças pequenas podem ser moldadas, por
este processo, devido ao grande calor de reação. Em muitos casos o poliol o
extensor de cadeia e demais aditivos são misturados antes da reação com o isocianato.
Os sistemas em uma etapa de cura a frio, normalmente empregam polipropileno
glicóis e seus copolímeros e ocasionalmente, polióis poliésteres. A mistura,
poliol poliéster/glicol, tem estabilidade térmica limitada devido a transesterificação.
A fabricação pelo processo de uma etapa, de elastômeros vazados de PU, requer
reatividades similares dos componentes (poliol e glicol) com o isocianato. O
MDI puro ou MDI's modificados são normalmente utilizados. Em comparação com
os sistemas com prepolímeros, os em uma etapa são atrativos devido ao menor
custo e viscosidade baixa. A mistura e a reação simultânea, dos diversos componentes,
no processo em uma etapa, resulta em uma estrutura polimérica distribuída ao
acaso. Todavia, as propriedades físicas do elastômero de PU são superiores,
quando se utilizam prepolímeros.
6.4.2
- Processo em duas etapas (prepolímero)
Os sistemas baseados
em prepolímeros (Capítulo
1) permitem uma poliadição melhor controlada e formação de estruturas segmentadas.
No processo prepolímero na etapa inicial é feita a reação do diisocianato com
o poliol numa razão molar igual ou ligeiramente superior a 2:1 (Figura 6.1),
resultando em baixos teores de NCO livre. No processo chamado quasi-prepolímero
é feita a reação do diisocianato com somente parte da quantidade estequiométrica
do poliol, resultando em altos teores de NCO livre e diisocianato não reagido.
Na segunda etapa, no caso dos prepolímeros, os produtos são convertidos em PU's
de alto peso molecular por reação com o extensor
de cadeia/agentes de cura (Figura 6.2 e 6.3), e no caso dos quasi-prepolímeros
com o restante do poliol mais o extensor de cadeia/agente de cura, permitindo
relação próxima de 1 entre os componentes.
6.4.3
- Processamento e aplicações
Os sistemas de dois
componentes moldados a quente por vazamento em moldes abertos, são normalmente
processados da seguinte forma: a) os prepolímeros (Capítulo
1) feitos com TDI, MDI, NDI, etc são aquecidos até a temperatura de trabalho
e desairados com bomba de vácuo a fim de remover bolhas de ar existentes; b)
os agentes de cura (catalisadores) são aquecidos até a temperatura adequada;
c) é feita a mistura dos prepolímeros com os agentes de cura, com sistema de
agitação adequado para prevenir a formação
de bolhas; d) transferência para o molde pré-aquecido, e com desmoldante; e)
colocação do molde em estufa para que se processe a cura; f) desmoldagem da
peça e recolocação da mesma na estufa para que se processe a pós cura, e obtenção
das propriedades físicas finais.
Na moldagem por centrifugação
a mistura reagente é introduzida num molde onde um perfil uniforme é formado
pela força centrífuga e o polímero curado pelo calor. As bolhas de ar são removidas
pela centrifugação e o material é livre de falhas e marcas do fluxo. Folhas
e filmes podem ser produzidos com boa uniformidade. Tecidos ou outros compósitos
podem ser introduzidos no molde para reforço. Uma técnica semelhante para a
produção de objetos ocos ou para revestimentos internos de tubos, etc é a moldagem
rotacional, onde o molde move-se nos dois sentidos enquanto é aplicada uma cobertura
uniforme e calor para a cura. Se aplicarmos desmoldante a parte curada pode
ser retirada, e se for aplicado adesivo teremos um revestimento interno.
A temperatura e o índice
de isocianato utilizados tem grande influência nas propriedades do produto final.
Dependendo do sistema empregado, após a mistura do prepolímero com o agente
de cura, dispõe-se de um tempo de processamento (pot life) que varia de alguns
segundos a uns poucos minutos. Isto é devido ao aumento da viscosidade da massa
reagente que rapidamente gelifica. O tempo de processamento diminui com o aumento
da viscosidade, reatividade e funcionalidade das matérias-primas. Normalmente,
os elastômeros de PU moldados a quente podem ser removidos do molde após 15
a 30 minutos e pós-curados à temperatura de 50 a 130°C, por um determinado tempo
conforme o sistema utilizado. A formação de bolhas, devido à má dispersão do
calor de reação, é geralmente um problema durante a moldagem de peças grandes,
especialmente nos sistemas curados com glicóis, que são mais exotérmicos que
os curados com aminas.
Moldados
a quente à base de MDI e TDI - Estes elastômeros apresentam excelentes
propriedades como resistência ao desgaste e ao rasgo, alto suporte de carga,
boa resiliência, e baixa deformação permanente. São utilizados em: peneiras
para classificação de minério e carvão, devido à resistência à abrasão; em pigs
para limpeza de oleodutos, principalmente os de poliéster a base de MDI por
causa da resistência a óleo, abrasão e rasgo; em correias para transporte, a
base de polióis poliéster e MDI moldadas por vazamento, ou feitas por injeção
com TPU's (Capítulo 6.3); e em rolos
macios de impressão feitos com polióis poliéster e TDI, com durezas entre 10
a 60 Shore A), devido a resistência ao desgaste e a solventes.
Os sistemas
empregados possuem perfil lento de reação, e normalmente são de dois tipos:
1) prepolímeros menos reativos feitos com polióis lineares difuncionais e TDI,
curados com diaminas aromáticas, resultando num elastômero de poliuretano/uréia
com estrutura polimérica linear; ou 2) prepolímeros mais reativos feitos com
MDI empregando polióis com funcionalidade dois ou ligeiramente superior curados
com dióis formando poliuretanos. Não existe formação de ligações cruzadas e
somente ocorrem interações entre os segmentos rígidos segregados e arranjados
espacialmente (Capítulo 1.7),
e os elastômeros de poliuretano/uréia têm melhores propriedades mecânicas e
térmicas, devido a uma maior densidade de ligações hidrogênio entre os segmentos
rígidos de poliuréia, todavia os de PU exibem excelente flexibilidade a frio
e resistência à abrasão.
Sistemas
reativos - Dois tipos de sistemas
reativos de dois componentes são bastante utilizados, o de prepolímero e o de
quasi-prepolímero de MDI. No primeiro a relação prepolímero / agente de cura
é de cerca de 10:1. No segundo a relação quasi-prepolímero / (poliol + agente
de cura) pode ser ajustada para próximo de 1:1, simplificando o processamento.
Os sistemas altamente reativos são empregados moldagem rotacional de rolos e
em aplicações por spray (Capítulo
7.3.6) para revestimentos. O revestimento de rolos por moldagem rotacional
(Figura 6.5) pode ser feito com um sistema reativo de prepolímero a base de
MDI (A), componente poliol (B) para revestimento macio e (C). Os componentes
são misturados em uma cabeça misturadora que se move em velocidade constante
no sentido axial ao longo do rolo em rotação, a uma curta distância da superfície,
onde a mistura solidifica em poucos segundos. Camadas de 25 mm podem ser feitas
em uma única passada. Esta técnica tem como vantagem a rápida produção com cura
na temperatura ambiente, resultando em coberturas com excelentes propriedades
mecânicas com dureza entre 73 Shore A - 64 Shore D, sem a necessidade de moldes
e desmoldantes. Normalmente são utilizados sistemas à base de poliéter nas indústrias
do aço e papel e a base de poliéster em mineração. Rolos usados em secos úmidas
da fabricação de papel são feitos com sistemas poliétercarbonato devido à resistência
à hidrólise e alta capacidade dinâmica de
suporte de carga.
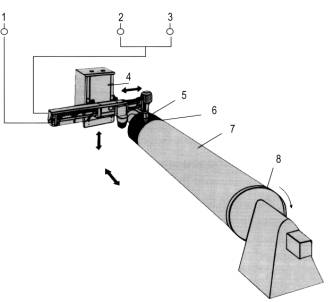 |
(1) Prepolímero;
Agente de cura para revestimento macio (2) e duro (3);
(4) suporte da cabeça misturadora;
(5) cabeça misturadora;
(6) cobertura elastomérica;
(7) cilindro;
(8) acionador do cilindro.
|
Figura 6.5 - Revestimento por moldagem rotacional
Moldados
a quente à base de NDI - O
alto ponto de fusão do NDI (127,5 oC) torna
seu processamento difícil, todavia é a maior razão das excelentes propriedades
mecânicas destes elastômeros sólidos ou microcelulares. Eles exibem módulo de
cisalhamento virtualmente constante entre - 10 e + 120 oC, baixos valores de
amortecimento, menor geração de calor sob carga dinâmica, resiliência elevada
mesmo em altas durezas, e excelente resistência ao desgaste, e baixa deformação
permanente. Os materiais sólidos são usados em rodas e pneus que exibem suporte
de carga 2 a 3 vezes superiores ao da borracha tradicional, rolos seydel no
processamento de fibras, acoplamentos, hidrociclones, telas de classificação
para materiais abrasivos, etc, e os celulares em batentes nas suspensões de
automóveis e caminhões como amortecedores de cargas e redutores de vibrações.
Elastômeros
a base de PPDI - Os elastômeros a base de p-fenileno diisocianato
(PPDI) são usados em aplicações que exigem alta performance. Os feitos com prepolímeros
de PPDI e policarbonato dióis, com baixo teor de monômero livre, e curados com
bis(2-hidroxietil)éter hidroquinona (HQEE), apresentam alta estabilidade térmica
e resistência à hidrólise e solventes, enquanto os produzidos com poliésteres
dióis oferecem excepcional retenção de dureza em temperaturas elevadas.
6.4.4
- Propriedades