Um procedimento, essencial na fabricação dos blocos de espumas flexíveis, é a manutenção de uma área ventilada, onde os blocos quentes recém espumados possam ser estocados até o resfriamento. Esta área deve ser monitorada e equipada contra incêndios. Aproximadamente de 12 a 24 h após a fabricação, quando os blocos já estiverem frios e curados, eles poderão ser cortados (Figura 3.18) no tamanho e formato do produto final.
Nos processos de fabricação de espumas flexíveis em bloco, normalmente as espumas resultantes de perdas do processo são recicladas. Elas podem ser retalhadas e vendidas para enchimento de travesseiros e almofadas; ou misturadas com um adesivo, que normalmente é um prepolímero de poliol poliéter triol e TDI. A seguir são prensadas para a obtenção de blocos de espuma AG, que retornam ao processo para serem cortados (Figura 3.17).
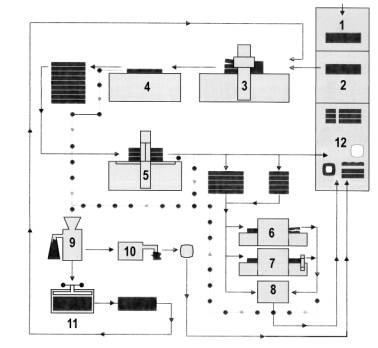 |
1)
Área de cura dos blocos; 2) Armazém dos blocos; 3) Faca horizontal; 4) Transportador; 5) Faca de fita de mesa móvel; 6) Máquina perfiladora; 7) Cortador de contorno; 8) Cola e montagem; 9) Retalhador; 10) Enchimento de travesseiros; 11) Prensa de reconstituição. |
Figura 3.18 – Fluxograma das etapas de acabamento e reciclagem
A espuma aglomerada ou AG, é obtida por umprocesso de compactação onde espumas de várias densidades são colocadas em uma forma e prensadas, produzindo uma espuma com uma densidade muito superior às obtidas nos processos de fabricação tradicionais. Desta forma é possível produzir colchões com densidade D60 e acima, a um custo acessível. Neste processo são utilizadas espumas de diversas densidades, que são trituradas e colocadas em uma forma e às quais se adiciona com um adesivo, que normalmente é um prepolímero do poliol poliéter triol e TDI.. Tal mistura então pode ser compactada e gerar uma espuma de até densidade 100 — dependendo do grau de compactação deste material. Este produto final é o que se chama de espuma aglomerada, que se abrevia por AG100. Na fabricação do colchão, esta espuma AG100 é utilizada como um “recheio” central de uma espécie de “sanduíche” de espumas: ao redor do AG100 são colocadas lâminas de espuma D33 ou D45 (ou mesmo D28, quem decide é o fabricante). A média das densidades dessas três camadas de espuma resulta no que se chamam de colchões D60/D70, por exemplo (na imagem, um corte em um colchão de AG que permite ver seu interior).
3.5 - Controle das propriedades das espumas flexíveis